Soldadura: definición, tipos (blanda y dura), aleaciones y usos
Soldadura: descubre definición, tipos (blanda y dura), aleaciones comunes y usos en electrónica, fontanería e industria. Guía práctica y actualizada.
La soldadura es un material —normalmente un metal o una aleación— que se funde a temperaturas relativamente bajas para unir dos piezas de metal o de otros materiales. El proceso de unir mediante este material se llama soldar; la herramienta que se usa para fundir la soldadura se llama soldador (también se usa el término para la persona que realiza la operación).
Galería de imágenes
10 Imágenes








Tipos principales
De forma general se distinguen dos grandes familias de soldadura según la temperatura de fusión del relleno:
- Soldadura blanda (soft solder): se funde a temperaturas bajas (típicamente entre 180°C y 250°C) y se emplea en electrónica, electricidad y trabajos ligeros de fontanería y artesanía. Para fundirla se usan los soldadores eléctricos o estaciones de soldadura.
- Soldadura dura o brasado (hard solder / brazing): requiere temperaturas más altas (por encima de 450°C) y se emplea cuando se necesitan uniones más resistentes, por ejemplo en fontanería industrial, automoción, tuberías de refrigeración y metalurgia. Para su fusión se utilizan sopletes o hornos.
Aleaciones más comunes y temperaturas
Dentro de la soldadura blanda destacan dos familias:
- Soldaduras con plomo: las clásicas aleaciones Sn–Pb, por ejemplo la 60/40 o la 63/37 (esta última es eutéctica). La aleación eutéctica 63% estaño / 37% plomo funde a aproximadamente 183°C y se solidifica sin pastoso intermedio, lo que facilita las soldaduras en electrónica. La mezcla 60/40 funde ligeramente más arriba (alrededor de 188–190°C). Estas soldaduras son efectivas y baratas, pero el plomo es tóxico.
- Soldaduras sin plomo (lead-free): obligatorias en la mayoría de los equipos de consumo desde las regulaciones de la década de 2000. Muchas aleaciones sin plomo están basadas en estaño con plata y cobre (por ejemplo la conocida SAC305: ≈96.5% Sn, 3.0% Ag, 0.5% Cu), que funden alrededor de 217–220°C. Otras formulaciones usan bismuto, indio (indio) u otras adiciones para modificar temperatura y fluidez. El indio mejora la ductilidad y la wetabilidad, pero es caro.
Fundentes (flux) y limpieza
Al calentar un metal, su superficie suele oxidar, formando capas de óxido metálico que impiden que la soldadura se adhiera bien. Para evitarlo se emplea fundente (flux), que reacciona con los óxidos y los elimina o evita su formación, mejorando la humectación y la capilaridad de la soldadura. Tipos habituales:
- Colofonia (rosin): flux tradicional en electrónica.
- Fluxes no-clean: dejan residuos mínimos que no requieren limpieza en muchos casos.
- Fluxes solubles en agua: ofrecen fácil limpieza con agua y detergente.
- Algunos alambres de soldadura incluyen un núcleo de flux integrado para facilitar el trabajo.
Después de soldar, los residuos de flux —especialmente los activos— se deben limpiar cuando pueden causar corrosión o interferencias eléctricas; para esto se suele usar alcohol isopropílico o limpiadores específicos.
Usos habituales
- Electrónica y electricidad: componentes en placas de circuito impreso (PCB), cables, conectores y reparaciones. En procesos industriales se usan técnicas como reflow y wave soldering.
- Fontanería y tuberías: tradicionalmente se usó plomo, pero hoy en día se emplean aleaciones sin plomo o técnicas de soldadura dura/brazing según la presión y temperatura de servicio.
- Joyería y reparación de metales: soldaduras duras (con aleaciones de plata) permiten uniones estéticas y resistentes.
- Vidrio y cerámica: existen vidrios de soldadura o frits (a veces llamados "glass solders") y esmaltes que se funden en el rango aproximado de 450–550°C para unir vidrio con vidrio o vidrio con metal en aplicaciones específicas como electrónica de vidrio, sellado de vacíos o vitrales.
- Automoción, climatización y refrigeración: brazing con aleaciones a base de plata o cobre para uniones fuertes y herméticas.
Normativa y medio ambiente
En 2006 varias jurisdicciones importantes —incluyendo la Unión Europea, China y el estado de California— introdujeron o reforzaron restricciones al uso de plomo en productos de consumo, forzando la migración hacia soldaduras sin plomo en muchos dispositivos electrónicos (directivas como RoHS en la UE). Esto redujo la exposición al plomo pero introdujo nuevos retos técnicos: las temperaturas de trabajo más altas y la necesidad de controlar la fiabilidad de los ensamblajes en caliente.
Seguridad y buenas prácticas
- Ventilación adecuada: los humos de soldadura (especialmente con plomo o fluxs activos) contienen compuestos nocivos; use extracción localizada o ventilación.
- Higiene: lavarse las manos después de manipular soldaduras con plomo; no comer ni fumar en el área de trabajo.
- Protección personal: gafas y, si se trabaja con sopletes, protección térmica y guantes.
- Residuos y reciclaje: desechar restos de soldadura y componentes contaminados según normativa local y evitar la contaminación del agua.
Técnicas y consejos prácticos
- Precalentar piezas grandes para mejorar la wetabilidad en soldaduras sin plomo.
- Usar la punta del soldador adecuada y mantenerla limpia y estañada para transferir calor eficazmente.
- Aplicar la cantidad justa de soldadura: excesos crean puentes y problemas eléctricos; insuficiente produce uniones frías.
- En electrónica, la aleación 63/37 (Sn/Pb) facilita el aprendizaje por su solidificación eutéctica; en producción moderna se usan aleaciones SAC u otras sin plomo con control térmico.
En resumen, la soldadura reúne una amplia gama de materiales y técnicas adaptadas a distintas temperaturas, propiedades mecánicas y requisitos medioambientales. La elección de la aleación, el flux y la técnica adecuada depende del material a unir, la resistencia requerida y las regulaciones aplicables.

Galería
· 
Un uso de la soldadura: sujetar un cable a una placa de circuito
· 
Soldadura sin plomo
· 
Soldadura de núcleo fundente
· 
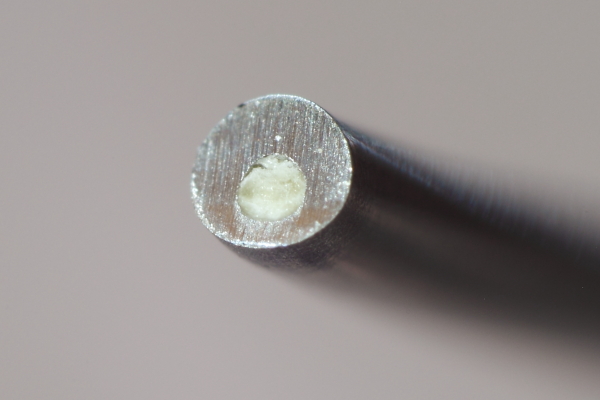
Toma macro de un trozo de soldadura con núcleo de fundente
Preguntas y respuestas
P: ¿Qué es la soldadura?
R: La soldadura es un metal o aleación que se funde a baja temperatura y se utiliza en electrónica, trabajos eléctricos, fontanería y para conectar vidrio a otros materiales.
P: ¿Cuáles son los dos tipos de soldadura?
R: Los dos tipos de soldadura son la soldadura blanda y la soldadura dura. La soldadura blanda se funde fácilmente con soldadores y se utiliza para trabajos de electrónica y electricidad, mientras que la soldadura dura se funde a una temperatura más alta con un soplete.
P: ¿Cuáles son los dos tipos principales de soldadura blanda?
R: Los dos tipos principales de soldadura blanda son las soldaduras con base de plomo, que contienen aproximadamente un 60% de estaño y un 40% de plomo, y las soldaduras sin plomo, que suelen estar compuestas de estaño, plata, cobre y, a veces, indio.
P: ¿A qué temperaturas se funden estos distintos tipos de soldaduras?
R: Las soldaduras con base de plomo se funden a unos 185°C, mientras que las soldaduras sin plomo lo hacen a unos 217°C. Las soldaduras vidrio-metal se funden entre 450-550°C.
P: ¿Por qué se utilizaba antiguamente el plomo en las latas de comida?
R: El plomo se utilizaba antiguamente en las latas de comida porque la gente pensaba que era seguro; sin embargo, después de muchos años se descubrió que el plomo podía entrar en contacto con los alimentos del interior de la lata, lo que provocaba intoxicaciones al ser consumido por las personas que ingerían los alimentos.
P: ¿Se sigue utilizando plomo en los aparatos electrónicos hoy en día?
R: En 2006, la Unión Europea, China y California prohibieron el plomo en los productos de consumo, por lo que su uso en aparatos electrónicos pasó a ser ilegal en algunos lugares; sin embargo, aún se utiliza en algunos casos como alternativa a opciones más caras como el indio.
P: ¿Qué es el fundente que se añade a los metales antes de soldarlos?
R: El fundente se añade a los metales antes de soldarlos porque reacciona con cualquier óxido metálico presente en la superficie del metal, lo que lo convierte de nuevo en metal para que se agarre mejor a la soldadura fundida durante la conexión.
Artículos relacionados
Autor
AlegsaOnline.com Soldadura: definición, tipos (blanda y dura), aleaciones y usos Leandro Alegsa
URL: https://es.alegsaonline.com/art/91654